






Fumagalli
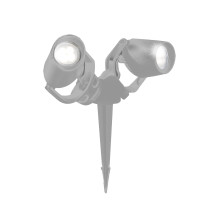
Sauro 1100 Noir Transp E27
Réf : SAURO 1100
Gamme de bornes de style classique en matériau de résine antichoc, de rayons UV stabilisés, de rouille et sans corrosion. Doté d'un porte-feuille E27 et préparé pour la fixation du perpélostion. Classe d'isolation II, indice de protection IP55.

60 184 F CFA