





Paralight
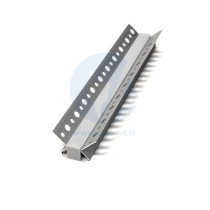
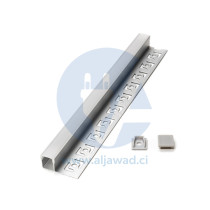
Profilé flexible Aluminium à led 32x9.6x13.2 - Longueur 3m en...
Réf : PXG-301
La lumière est uniforme et douce, il est nécessaire de prérégler la taille de la fente
de la matière à proximité, puis de remplir la matière à proximité, puis d'installer
la bande lumineuse à LED. Pas d'ombres sombres, obtenez l'effet de voir la lumière
tandis que la lampe est invisible. Une bande lumineuse à LED à tension constante
est recommandée

0 F CFA