Mecatraction
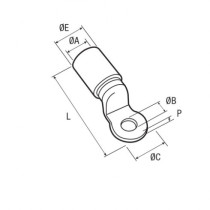
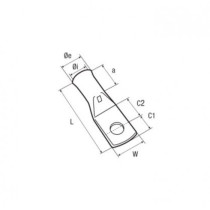
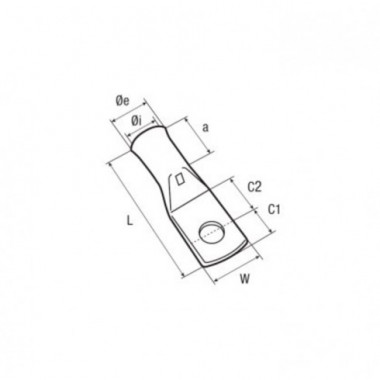
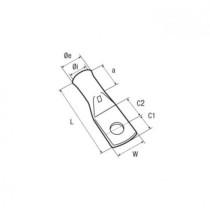
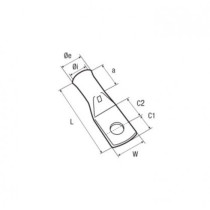
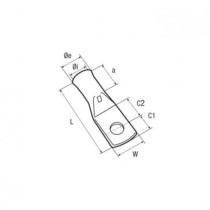
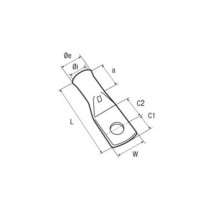
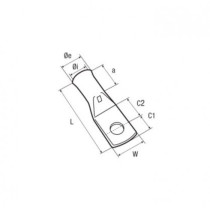
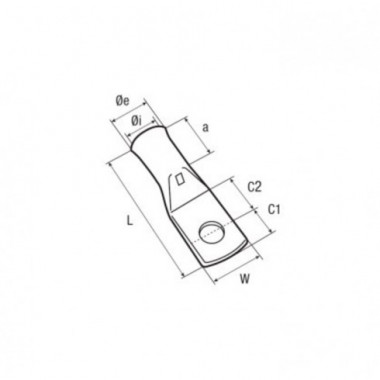
Cosse Tubulaire cuivre etamé - 6mm - Diamètre 6
La cosse tubulaire cuivre étamé 6 mm² – Ø6 mm est un connecteur conçu pour assurer une liaison électrique fiable entre un câble cuivre de petite section et un équipement électrique percé à 6 mm. Fabriquée en cuivre électrolytique haute pureté avec finition étamée, elle offre une excellente conductivité et une protection durable contre la corrosion. Son...
0 F CFA